ツイストチャンファーミル
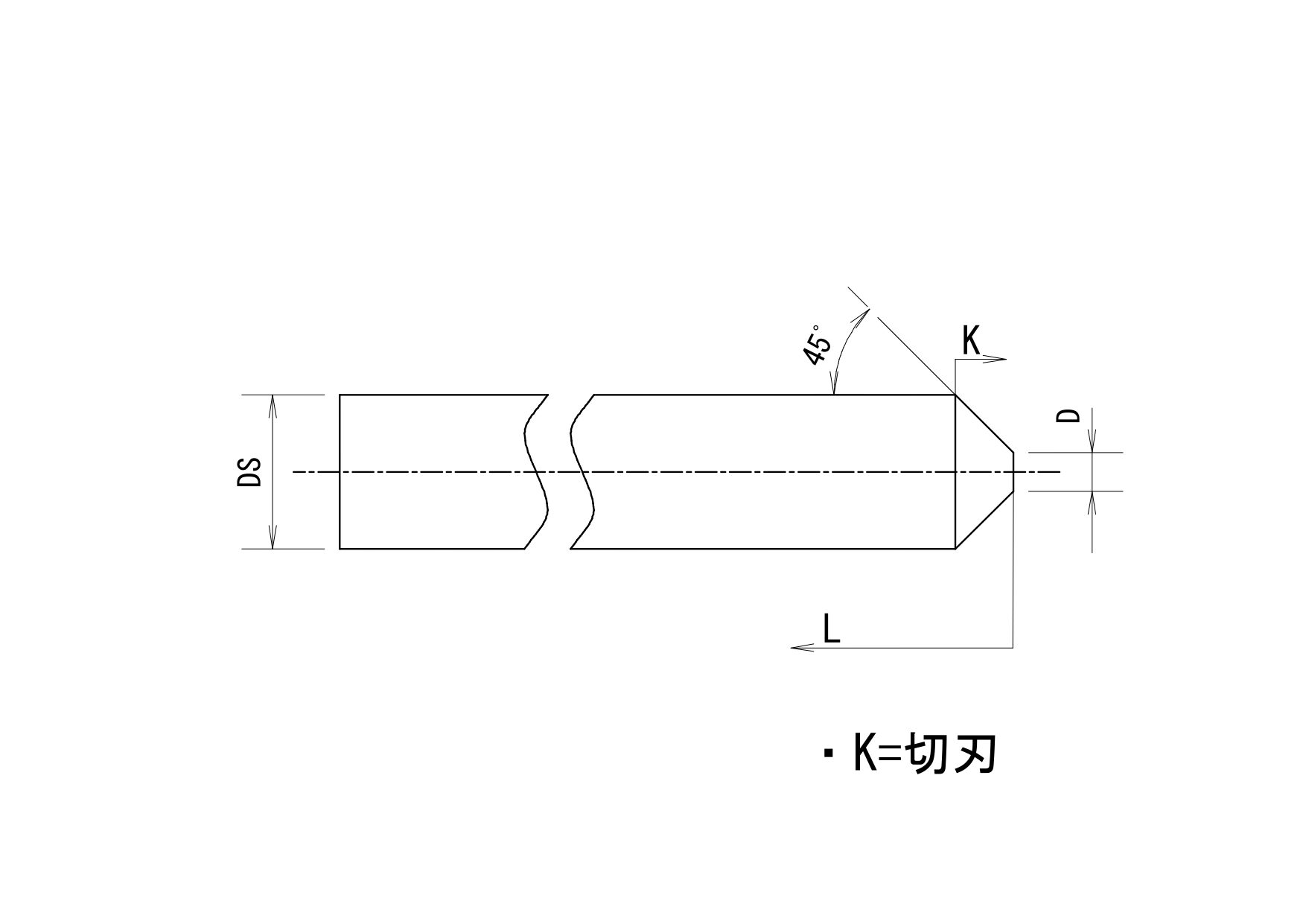
90°超硬オモテ面取り加工用エンドミル


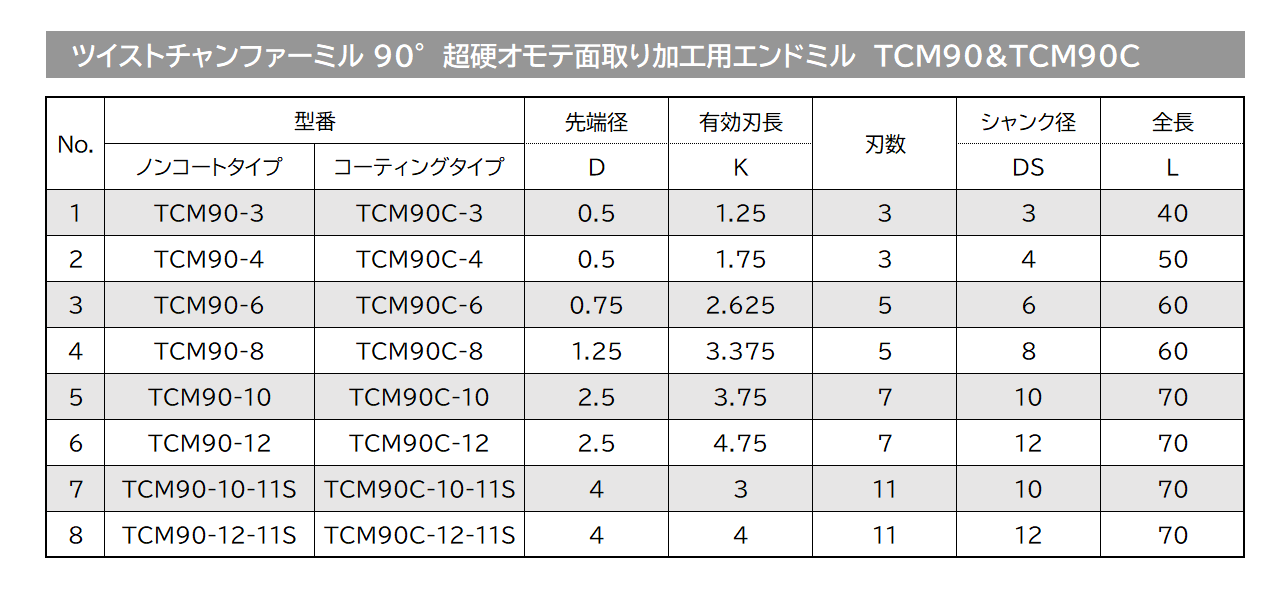
製品ラインナップ
| 型番:ノンコートタイプ | 型番:コーティングタイプ | 先端径 / D | 有効刃長 / K | 刃数 | シャンク径 / DS | 全長 / L |
|---|---|---|---|---|---|---|
| TCM90-3 | TCM90C-3 | 0.5 | 1.25 | 3 | 3 | 40 |
| TCM90-4 | TCM90C-4 | 0.5 | 1.75 | 3 | 4 | 50 |
| TCM90-6 | TCM90C-6 | 0.75 | 2.625 | 5 | 6 | 60 |
| TCM90-8 | TCM90C-8 | 1.25 | 3.375 | 5 | 8 | 60 |
| TCM90-10 | TCM90C-10 | 2.5 | 3.75 | 7 | 10 | 70 |
| TCM90-12 | TCM90C-12 | 2.5 | 4.75 | 7 | 12 | 70 |
| TCM90-10-11S | TCM90C-10-11S | 4 | 3 | 11 | 10 | 70 |
| TCM90-12-11S | TCM90C-12-11S | 4 | 4 | 11 | 12 | 70 |
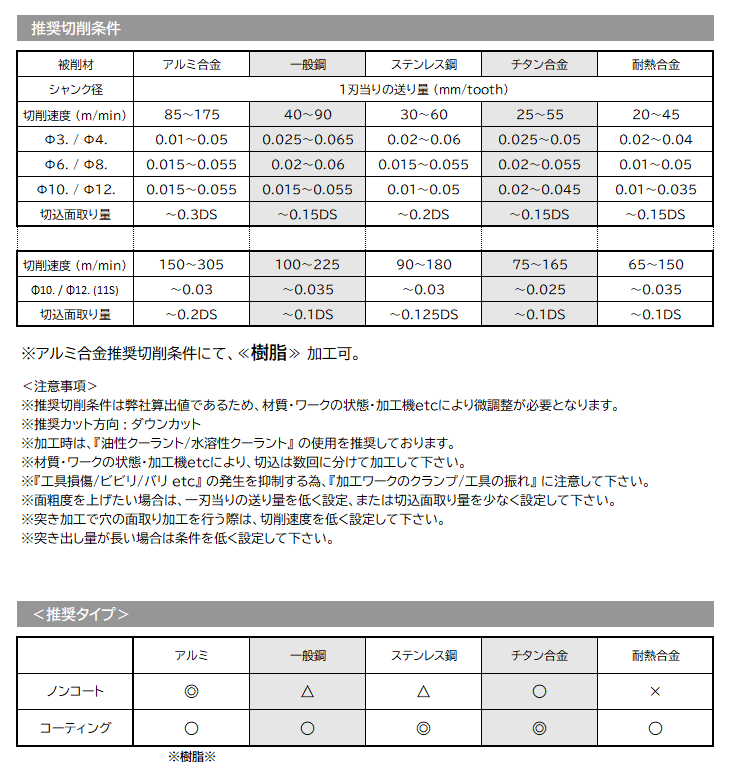
推奨切削条件
| 被削材 | アルミ合金 | 一般鋼 | ステンレス鋼 | チタン合金 | 耐熱合金 |
|---|---|---|---|---|---|
| シャンク径 | 1刃当りの送り量 (mm/tooth) | 1刃当りの送り量 (mm/tooth) | 1刃当りの送り量 (mm/tooth) | 1刃当りの送り量 (mm/tooth) | 1刃当りの送り量 (mm/tooth) |
| 切削速度(m/min) | 85~175 | 40~90 | 30~60 | 25~55 | 20~45 |
| φ3. / φ4. | 0.01~0.05 | 0.025~0.065 | 0.02~0.06 | 0.025~0.05 | 0.02~0.04 |
| φ6. / φ8. | 0.015~0.055 | 0.02~0.06 | 0.015~0.055 | 0.02~0.055 | 0.01~0.05 |
| φ10. / φ12. | 0.015~0.055 | 0.015~0.055 | 0.01~0.05 | 0.02~0.045 | 0.01~0.035 |
| 切込み面取り量 | ~0.3DS | ~0.15DS | ~0.2DS | ~0.15DS | ~0.15DS |
| 切削速度(m/min) | 150~305 | 100~225 | 90~180 | 75~165 | 65~150 |
| φ10. / φ12.(11S) | ~0.03 | ~0.035 | ~0.03 | ~0.025 | ~0.035 |
| 切込み面取り量 | ~0.2DS | ~0.1DS | ~0.125DS | ~0.1DS | ~0.1DS |
※推奨切削条件は弊社算出値であるため、材質・ワークの状態・加工機etcにより微調整が必要となります。
※推奨カット方向 : ダウンカット
※加工時は、『油性クーラント/水溶性クーラント』 の使用を推奨しております。
※材質・ワークの状態・加工機etcにより、切込は数回に分けて加工して下さい。
※『工具損傷/ビビリ/バリ etc』 の発生を抑制する為、『加工ワークのクランプ/工具の振れ』 に注意して下さい。
※面粗度を上げたい場合は、一刃当りの送り量を低く設定、または切込面取り量を少なく設定して下さい。
※突き加工で穴の面取り加工を行う際は、切削速度を低く設定して下さい。
※突き出し量が長い場合は条件を低く設定して下さい。
推奨タイプ
| アルミ | 一般鋼 | ステンレス鋼 | チタン合金 | 耐熱合金 | |
|---|---|---|---|---|---|
| ノンコーティングタイプ | ◎ | △ | △ | ○ | × |
| コーティングタイプ | ○ | ○ | ◎ | ◎ | ○ |
型番表
推奨切削条件表 / 推奨タイプ
ビデオ
カタログ
製品一覧
回転工具
『特許取得について』
各種資料
超硬裏面取りカッター
90°超硬オモテ面取り加工用エンドミル
超硬 C面取りカッター 『オモテ・ウラ』C面取り用
- アルミ用(樹脂可) 超硬C面取りカッター BCM/WCM
- ステンレス用 超硬C面取りカッター SUS-BCM/WCM
- 一般鋼材用 超硬C面取りカッター STEEL-BCM/WCM
- チタン用 超硬C面取りカッター TITAN-BCM/WCM
超硬 R面取りカッター 『オモテ・ウラ』R面取り用
超硬 C面取り付ドリル
超硬特殊回転工具
旋削工具
PCDロウ付けバイト
- RGT-NN シリーズ外径用『前挽き・ネジ逃げ』
- RGT-KH シリーズ外径用『片刃』
- RGT-KK シリーズ外径用『片剣』
- RGT-UH シリーズ外径用『ウラ挽き』
- RGT-MI シリーズ外径用『溝入れ』
- RGT-TK シリーズ外径用『突切り』
- RGT-VM シリーズ外径用『90°V 溝・面取り』
- RGT-NK シリーズ外径用『60°ネジ切り』
- RTT-NN シリーズ外径用『前挽き・ネジ逃げ』
- RTT-K60 シリーズ汎用『 60°斜剣バイト』
- RTT-CK90 シリーズ汎用『 直剣90°』
- RTT-CK60 シリーズ汎用『 直剣60°』
- RTT-CK30 シリーズ 汎用『 直剣30°』
- RNT-NN シリーズ内径用『前挽き・ネジ逃げ』
- RNT-KH シリーズ内径用『片刃』
- RNT-KK シリーズ内径用『片剣』
- RNT-NU シリーズ内径用『ぬすみ』
- RNT-UH シリーズ内径用『ウラ挽き』
- RNT-MI シリーズ内径用『溝入れ』
- RNT-TMR シリーズ右勝手『端面溝入れ』
- RNT-TML シリーズ左勝手『端面溝入れ』
- RNT-NK シリーズ内径用『60°ネジ切り』
- RNT-90VM シリーズ内径用『90°V 溝・面取り』
- RSNT-NN シリーズ小径用『前挽き・ネジ逃げ』
- RSNT-KH シリーズ小径用『片刃』
- RSNT-KK シリーズ小径用『片剣』
- RSNT-UH シリーズ小径用『ウラ挽き』
- RSNT-MI シリーズ小径用『溝入れ』
- RSNT-NK シリーズ小径用『60°ネジ切り』
- RSNT-90VM シリーズ小径用『90°V 溝・面取り』
PCDインサートチップ・ホルダー
- 外径 ネジ逃げホルダー(くし刃型)
- 外径 片剣ホルダー(くし刃型)
- 外径 片刃ホルダー(くし刃型)
- 外径GT ホルダーウラ挽き加工/深溝加工
- 外径 浅溝ホルダー(くし刃型)
- 内径 ネジ逃げホルダー(くし刃型)
- 内径 V 型片剣ホルダー(くし刃型)
- 内径 D 型片剣ホルダー(くし刃型)
- 内径 片刃ホルダー(くし刃型)
- 内径NT ホルダーウラ挽き加工/ 深溝加工
- 内径 浅溝ホルダー(くし刃型)
- 外径 ネジ逃げホルダー(タレット型)
- 外径 片刃ホルダー(タレット型)
- 外径 80°直剣ホルダー(タレット型)
- 外径 浅溝ホルダー(タレット型)